



想要了解q235b直缝钢管-q235b直缝钢管专业厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:q235b直缝钢管-q235b直缝钢管专业厂家的图文介绍


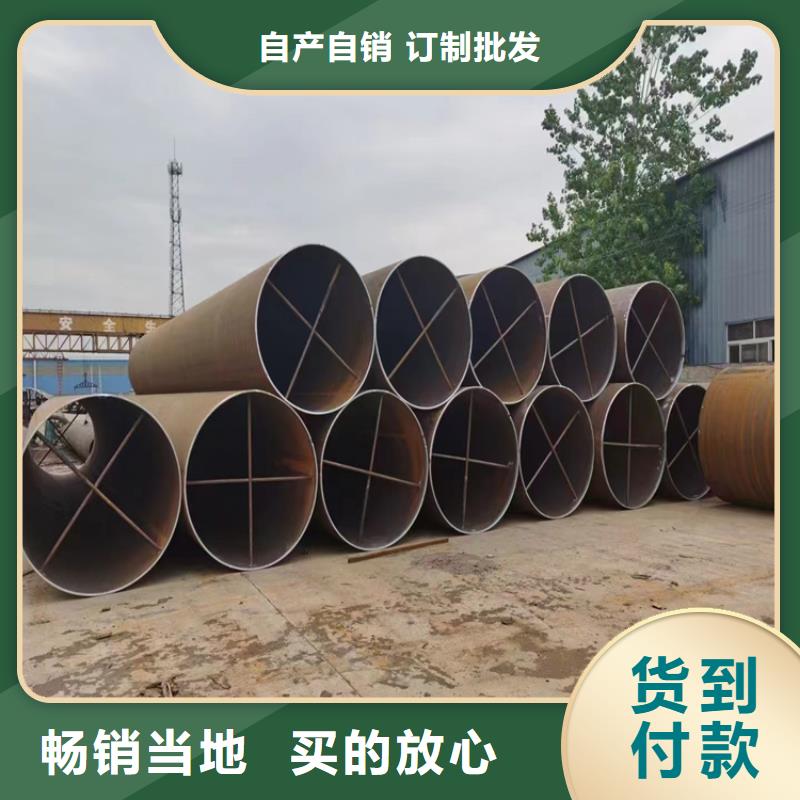
螺旋管生产流程:从原材料到优质成品的华丽转变
螺旋管作为一种广泛应用于石油、成都龙泉驿同城天然气、成都龙泉驿同城化工、成都龙泉驿同城城市给排水等领域的管材,其生产流程是一个复杂而精细的过程,需要经过多道工序才能终生产出高质量的螺旋管。接下来,让我们一起走进螺旋管的生产车间,详细了解其生产流程。
**一、成都龙泉驿同城原材料准备**
生产螺旋管的原材料主要是带钢卷。首先,对带钢卷进行质量检验,确保其化学成分、成都龙泉驿同城机械性能等符合相关标准。合格的带钢卷经过开平、成都龙泉驿同城剪切等预处理,将其剪成合适的宽度和长度,为后续的成型工序做好准备。
**二、成都龙泉驿同城钢带成型**
将预处理好的钢带通过成型机进行成型。成型机由多个轧辊组成,通过逐渐调整轧辊的位置和压力,将钢带弯曲成螺旋管状。在成型过程中,需要严格控制钢带的变形度和成型尺寸,以保证螺旋管的形状精度和尺寸公差。
**三、成都龙泉驿同城焊接工艺**
成型后的螺旋管需要进行焊接,以连接钢带的边缘。通常采用的焊接方法是埋弧焊或高频焊。埋弧焊具有焊缝质量高、成都龙泉驿同城焊接效率高的优点,适用于大口径厚壁螺旋管的焊接;高频焊则适用于小口径薄壁螺旋管的焊接,其焊接速度快、成都龙泉驿同城成本低。在焊接过程中,要采用合适的焊接参数和工艺,确保焊缝的强度、成都龙泉驿同城密封性和耐腐蚀性。
**四、成都龙泉驿同城焊缝处理**
焊接完成后的螺旋管焊缝需要进行处理,以焊缝的余高、成都龙泉驿同城去除焊接缺陷、成都龙泉驿同城提高焊缝的平整度和光洁度。常见的焊缝处理方法有打磨、成都龙泉驿同城探伤、成都龙泉驿同城补焊等。通过探伤检测,可以及时发现焊缝中的裂纹、成都龙泉驿同城气孔等缺陷,并进行修复,保证螺旋管的质量。
**五、成都龙泉驿同城定径和校直**
经过焊缝处理后的螺旋管需要进行定径和校直。定径是通过定径机将螺旋管的直径调整到规定的尺寸范围内;校直则是通过校直机对螺旋管的弯曲度进行矫正,使其达到直线度的要求。定径和校直是保证螺旋管尺寸精度和直线度的重要工序。
**六、成都龙泉驿同城表面处理**
为了提高螺旋管的耐腐蚀性能和外观质量,需要对其进行表面处理。常见的表面处理方法有酸洗、成都龙泉驿同城磷化、成都龙泉驿同城涂漆等。酸洗可以去除螺旋管表面的氧化皮和锈蚀物;磷化可以在螺旋管表面形成一层磷化膜,提高涂层的附着力;涂漆则可以对螺旋管起到防腐和装饰的作用。
**七、成都龙泉驿同城质量检测**
在整个生产过程中,要进行多次质量检测,包括原材料检验、成都龙泉驿同城成型尺寸检测、成都龙泉驿当地焊缝检测、成都龙泉驿当地尺寸精度检测、成都龙泉驿当地表面质量检测等。只有各项指标都符合相关标准的螺旋管才能作为合格产品出厂销售。
**八、成都龙泉驿当地包装和运输**
完成质量检测的螺旋管经过精心包装,以防止在运输过程中受到损伤。包装方式一般有木箱包装、成都龙泉驿当地钢带捆扎等。然后通过卡车、成都龙泉驿当地火车或轮船等运输方式将螺旋管运往各个使用现场。
总之,螺旋管的生产流程是一个集材料科学、成都龙泉驿当地机械制造、成都龙泉驿当地焊接技术、成都龙泉驿当地自动化控制等多学科于一体的复杂过程。每一道工序都需要严格控制质量,才能生产出满足客户需求的优质螺旋管。随着科技的不断进步和工艺的不断优化,螺旋管的生产技术也在不断提高,为我国的现代化建设提供了更加可靠的管材保障。



[志启]无缝合金管钢管有限公司是一家结集 成都龙泉驿热镀锌方管销售、服务于一体的国内知名企业。我公司技术力量雄厚,生产设备精良,检测手段齐全,质量管理严谨,我公司将以z u i可靠的产品质量、z u i优惠的产品价位、z u i完善的售后服务,z u i良好的商业信誉来赢得您对我们的信任和支持。我们竭诚欢迎新老客商莅临我公司实地考察、参观指导!让我们精诚合作,携手同心,互惠互利,共创新的辉煌!
q235b直缝钢管-q235b直缝钢管专业厂家


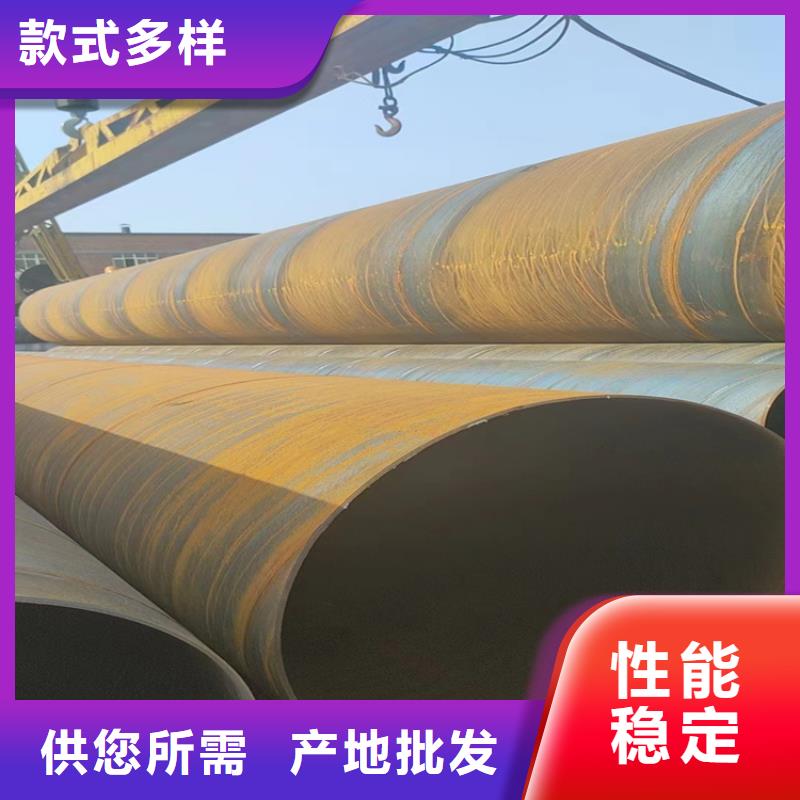
螺旋管是怎么生产出来的?成都龙泉驿螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)成型前,带钢经过矫平、成都龙泉驿当地剪边、成都龙泉驿当地刨边,表面清理输送和予弯边处理。(2)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。(3)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(4)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(5)采用外控或内控辊式成型。(6)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。(7) 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



各种钢材理论重量计算公式,在钢材的使用和交易中,准确计算钢材的理论重量至关重要。这不仅有助于合理规划材料的使用,还能在采购和销售环节避免不必要的损失。下面为您详细介绍几种常见钢材的理论重量计算公式。
## 一、成都龙泉驿同城钢板
钢板的理论重量计算公式为:重量(kg)= 厚度(mm)× 宽度(m)× 长度(m)× 7.85例如,一块厚度为 10mm、成都龙泉驿同城宽度为 2m、成都龙泉驿同城长度为 3m 的钢板,其理论重量计算如下:\[
\begin{align*}
重量&=10×0.001×2×3×7.85\&=0.01×2×3×7.85\&=0.02×3×7.85\&=0.06×7.85\&=471kg
\end{align*}
\]##
二、成都龙泉驿同城钢管
1. 无缝钢管
无缝钢管的理论重量计算公式为:重量(kg)=(外径 - 壁厚)× 壁厚 × 0.02466 × 长度(m)假设一根外径为 108mm,壁厚为 4mm,长度为 6m 的无缝钢管,其理论重量为:\[
\begin{align*}
重量&=(108 - 4)×4×0.02466×6\&=104×4×0.02466×6\&=416×0.02466×6\&=10.26×6\&=61.56kg
\end{align*}
\]
2. 焊接钢管,螺旋管
焊接钢管的理论重量计算公式为:重量(kg)= 壁厚 ×(外径 - 壁厚)× 0.02466 × 长度(m)例如,一根外径为 89mm,壁厚为 3mm,长度为 5m 的焊接钢管,理论重量计算如下:\[
\begin{align*}
重量&=3×(89 - 3)×0.02466×5\&=3×86×0.02466×5\&=258×0.02466×5\&=6.36×5\&=31.8kg
\end{align*}
\]##
三、成都龙泉驿同城圆钢
圆钢的理论重量计算公式为:重量(kg)= 直径(mm)× 直径(mm)× 0.00617 × 长度(m)若有一根直径为 20mm,长度为 4m 的圆钢,其理论重量为:\[
\begin{align*}
重量&=20×20×0.00617×4\&=400×0.00617×4\&=2.468×4\&=9.872kg
\end{align*}
\]##
四、成都龙泉驿同城角钢
等边角钢的理论重量计算公式为:重量(kg)= 边宽(mm)× 边宽(mm)× 0.00785 × 长度(m)例如,一根边宽为 50mm,长度为 3m 的等边角钢,理论重量为:\[
\begin{align*}
重量&=50×50×0.00785×3\&=2500×0.00785×3\&=19.625×3\&=58.875kg
\end{align*}
\]##
五、成都龙泉驿同城槽钢
槽钢的理论重量计算公式较为复杂,需要根据槽钢的型号和规格查阅相关的重量表。## 六、成都龙泉驿同城工字钢
工字钢的理论重量计算也需参考相应的重量表,根据型号和尺寸确定。需要注意的是,以上公式中的 7.85 是钢材的密度(单位:kg/m3),0.02466 是计算钢管时的特定系数。在实际计算中,应根据钢材的实际尺寸和精度要求进行计算,并适当考虑钢材的公差范围。掌握这些钢材理论重量的计算公式,能够帮助您在工程建设、成都龙泉驿同城机械制造、成都龙泉驿同城钢材贸易等领域更加准确地估算钢材的用量和成本,提高工作效率和经济效益。
